ORIENTATION DE LA VALVE :
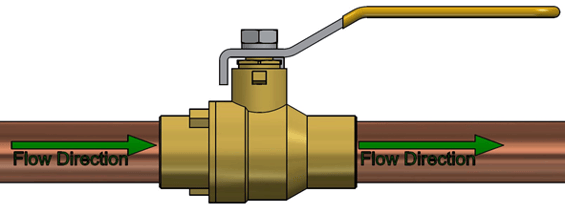
On peut installer les robinets à tournant sphérique à la verticale ou à l’horizontale. Ils sont bidirectionnels, ce qui veut dire que la direction du débit n’a pas d’importance. Cependant, la meilleure pratique consiste à configurer la poignée du robinet pour pointer dans la direction du débit, lorsque c’est possible. L’orientation de la tige du robinet n’a pas d’importante, cependant toute déviation de la verticale peut être un compromis. On ne recommande pas d’installer la valve à l’envers, car il risque d’avoir une accumulation de saleté dans la garniture de la tige. On recommande fortement d’installer le robinet vers le haut, si possible.
ÉTAPES D’INSTALLATION.
# 1 — Inspectez les orifices du robinet, les surfaces de portée et les embouts à souder pour vous s’assurer qu’ils sont propres et exempts de débris.
# 2 — Faîtes fonctionner le robinet dans la position complètement ouverte à la position complètement fermée.
# 3 — Assurez-vous que les extrémités des tuyaux en cuivre à souder sont coupés d’équerre, propres et exempts de bavures, de corps étrangers ou de copeaux de métal.
# 4 — En préparation de la soudure, on doit nettoyer rigoureusement les extrémités du tuyau et les embouts à souder avec une laine d’acier ou une toile d’émeri.
# 5 — Appliquez une couche de pâte de flux à l’intérieur de l’embout à souder et à l’intérieur de l’extrémité des tuyaux, couvrant toute la zone à souder.

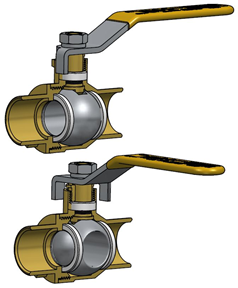
#6 — Positionnez la poignée du robinet de façon à ce que la bille soit en position partiellement ouverte pendant le processus de soudure. Ceci est important pour éviter l’accumulation de pression entre le corps du robinet et la bille lorsque la chaleur est appliquée.
#7 — Soutenez le robinet et le tuyau aligné pour éviter toute contrainte inutile sur le corps du robinet en raccordant le tuyau. Les supports de tuyaux doivent être capables de maintenir le tuyau aligné et de soutenir le poids des raccords, des robinets, du tuyau et son contenu.
AVERTISSEMENT : Si le tuyau n’est pas correctement soutenu, la garantie s’annulera et pourra entraîner une défaillance structurelle et des dommages matériels.
#8 — Sélectionnez la buse de torche adaptée à la dimension du robinet à souder et au gaz combustible utilisé. Reportez-vous toujours aux recommandations des manufacturiers de torches. Si vous utilisez du gaz MAPP ou de l’acétylène, vous devez faire preuve de prudence supplémentaire, car il sera plus chaud que le gaz propane.
Température de la flamme du gaz avec oxygène.
Propane : 5122 °F (2828 °C)
Propylène : 5 245 °F (2896 °C)
Gaz MAPP : 5389 °F (2976 °C)
Acétylène : 5720 °F (3160 °C)
#9 — Utilisez des soudures douces certifiées sans plomb avec des températures de fusion inférieures à 500 °F. On retrouve de nombreuses marques de soudure sans plomb, combinant des températures de fusion de 410 °F avec une résistance élevée à la traction. Ces soudures diminuent à la fois la chaleur et le temps requis pour souder le joint.
ATTENTION : Les robinets fabriqués à partir d’alliages de laiton et de silicone nécessitent un flux, des soudures particulières et des températures de soudure plus élevées pour les raccorder. On doit consulter le manufacturier de robinets pour les instructions d’installation.
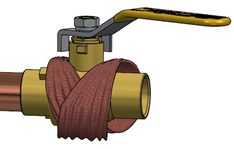
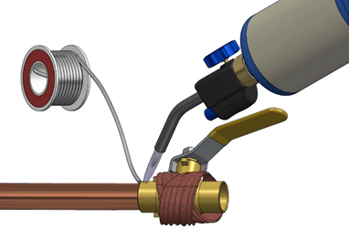
#10 — On doit utiliser un soin extrême pour éviter une surchauffe du robinet, qui peut causer des dommages aux sièges et aux joints. Enveloppez la partie centrale du robinet dans un chiffon humide pour empêcher la section centrale de surchauffer.
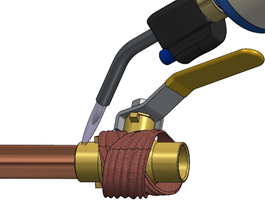
# 11 — Commencez le processus de soudure en concentrant d’abord la chaleur sur le tuyau de cuivre, toujours directement la flamme à l’opposé du joint du corps du robinet. Après avoir préchauffé le tuyau, dirigez la chaleur sur la zone de la douille en évitant le joint du corps. Déplacez la flamme sur la circonférence du raccord pour éviter de concentrer la chaleur sur la zone à souder, ce qui pourrait endommager les sièges et les joints du robinet.
#12 — Touchez la soudure au joint. Dès que la soudure commence à fondre, modérez la chaleur et continuez à appliquer la soudure autour de la douille sur 360° pour les installations verticales. La soudure sera aspirée dans le joint et la fusion du métal d’apport couvrira toute la zone sur laquelle on a appliqué le flux.
#13 — Lorsque le premier joint est terminé, on doit laisser refroidir le robinet jusqu’à ce que « le corps du robinet soit froid au toucher » avant de commencer le deuxième joint. IMPORTANT : Laisser refroidir naturellement. Ne pas tremper d’eau, car cela causera du stress sur le joint/raccord.
#14 — Lorsque l’installation est terminée et la valve refroidie, vérifier l’étanchéité de l’écrou du presse-étoupe.
CONCEPTION DU SYSTÈME
Les approbations et les certifications, les pressions et températures nominales, compatibilité du matériau des composants du robinet, le corps et les garnitures du robinet, dont les sièges et les joints toriques, relèvent de la seule responsabilité du concepteur du système. On doit installer les robinets dans des systèmes de tuyauterie conforme aux parties applicables des normes ASME B31. Il se peut qu’on ait à porter des attentions particulières en ce qui concerne les dilatations et les contractions des tuyaux et du média dans le système de tuyauterie.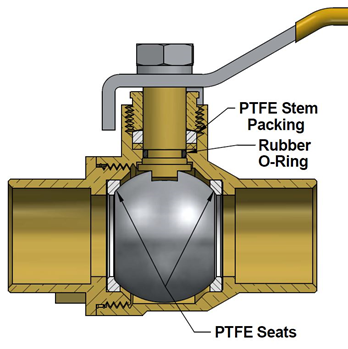
OPÉRATION
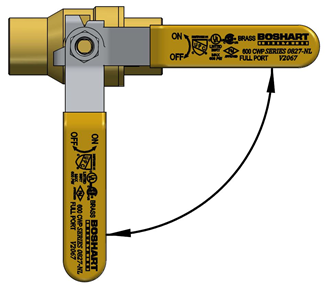
La poignée de la valve est marquée, indiquant le sens de la rotation appropriée pour les positions « ON » et « OFF ». La rotation est dans le sens horaire pour « OFF » (fermé) et dans le sens antihoraire pour « ON » (ouvert). La poignée indique la direction de la bille. Vous pouvez contrôler le débit en déplaçant le levier entre 0° et 90°. Cependant, un robinet à bille partiellement ouvert peut laisser les sièges en PTFE, de chaque côté de la bille, susceptibles de se déformer à cause de la pression inégale. Dans certaines conditions, l’étranglement du débit en position quasi fermé peut détruire les sièges du robinet.
Un avantage des robinets à tournant sphérique, quart de tour, est qu’on peut les ouvrir ou les fermer rapidement. L’inconvénient est que cela cause des coups de bélier. Pour cette raison, on recommande de tourner lentement le levier du robinet.
INSPECTION ET ENTRETIEN
#1 — Autre que le cycle régulier du robinet de la position ouverte à la position fermée, l’inspection et l’entretien préventif ne sont pas nécessaires.
#2 — L’usure normale de la garniture de tige peut être compensée en serrant l’écrou de presse-étoupe. Serrez l’écrou dans le sens horaire par incréments de 1/8 de tour jusqu’à la fuite observée s’arrête. Un serrage excessif augmentera le couple requis pour faire fonctionner le robinet et entraînera une usure excessive de la garniture.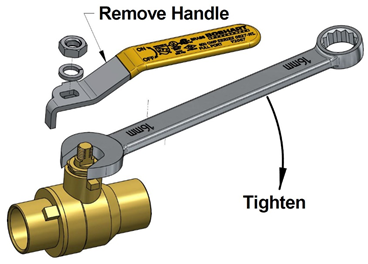
#3 — Ne pas remplacer les robinets sous pression. On ne recommande pas de réparer ou remplacer les pièces internes de robinet à tournant sphérique à 2 pièces. Des dommages peuvent survenir au corps et à l’embout lors du démontage, ce qui rendrait le robinet inutilisable.
Tag : Robinets à tournant sphérique