Boshart Industries took the leap into the pitless unit industry, launching our first industrial pitless unit in 2014. The first unit was good but had room for improvement. A new unit was created and officially launched in 2019. We were able to create a unit that is competitively priced and extremely competitive in the market. Industrial Pitless Units cover all the main products (of highest quality) required in one cost, there is no need to source individual parts.
In this blog, we have dissected our industrial pitless unit to highlight its benefits. Each benefit is broken down into the different parts of the unit: Discharge Housing, Spool, Lift Pipe and Well Cap. Let's take a look!
We have created a comparison post that compares our newly designed unit to a Baker Monitor unit. Check it out here, Boshart VS Baker: Industrial Pitless Units.
NSF 61 Certification
All Boshart pitless units are now fully certified to NSF 61 and NSF 372 standards. This certification ensures our units are suitable to be used with drinking water. Our units do not have a gallon per day restriction.
Discharge Housing
The original design from 2014 had a flange design for the discharge housing. The new design made a threaded connection standard, replacing the flange style. Some of the reasons for the design change was to allow for more installation options such as, threading and welding directly to the well casing. Flange connections are still available as an accessory.
The threaded connection design is widely accepted in all codes and by authorities having jurisdiction that do not allow the flange connection. The elimination of the flange design standard also makes our units competitively priced as it eliminates the cost of flanges at the well and upper barrel connection.
When it comes to structural benefits, the threaded connections were purposely cut deep to allow the full thread of the weld nipple or upper barrel to be fully buried in the housing, increasing the thread engagement strength. Longevity is another key element. It will take over two times longer for the threaded connections to corrode than the threaded connection on competitor products due to the exposed threads.
Design
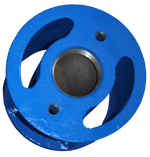
The globe style discharge housing provides a clear and free passage of the bottom O-ring as it passes by the discharge port. An uncompressed O-ring eliminates any chance of getting cut during the installation process.
The addition of the large 360° annular water passage provides extra safeguards to ensure ample water flow in case the spool is not in the correct position to allow for optimal water flow. Staggered seating in the discharge housing significantly decreases the force required to seat the O-ring eliminating any hammering of the spools into position.
The discharge housings are a clear way design that provides full access to the well allowing unobstructed passage through the discharge housing for pump installation. There is no reduction size in a clear way design. The minimum diameter of the discharge housing allows the well casing or protective tube into the housing to protect the seats when equipment is lowered through the pitless unit, guaranteeing well rehabilitation.
Spool Design
One thing that changed from the 2014 pitless design to the 2019 design was the addition of a second spool. The 2014 design's spool was made for both normal well and flowing well applications. The decision was made to not only completely redesign the spool, but to design a spool specifically for normal well and one specifically for flowing well. You can see the difference in the two spools in the pictures.
Normal Well
 Our normal well spools have been designed with a large crescent moon shape as the through passage. This allows for the installation of heavy PVC jacketed pump cable to go through the spool without requiring the removal of the protective jacket. The crescent shape also allows for more room for larger diameter equipment like depth probes to travel through the spool.
Our normal well spools have been designed with a large crescent moon shape as the through passage. This allows for the installation of heavy PVC jacketed pump cable to go through the spool without requiring the removal of the protective jacket. The crescent shape also allows for more room for larger diameter equipment like depth probes to travel through the spool.
The spools are equipped with two 1/2" FPT (female pipe thread) pressure zone tappings to allow for installation of both a sampling faucet and additional pressure testing equipment. The sampling faucet is available and can only be used in Normal Well applications.
Flowing Well
The 2019 flowing well spool design provides larger through passage tappings on the 8", 10" and 12" units. More through passages allow the ability to insert inspection cameras if necessary.
One lift pipe system
Another design change to the 2019 unit is the custom hold down hook 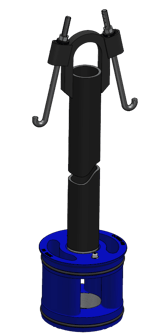 assembly is now a standard feature. Not only does this simplify the ordering process, there is a cost reduction due to standardized manufacturing and the risk of
assembly is now a standard feature. Not only does this simplify the ordering process, there is a cost reduction due to standardized manufacturing and the risk of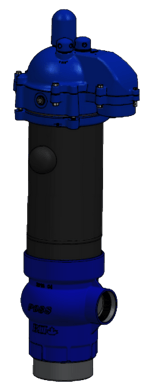 the spool lift out or rotation of the pipe column due to locked rotor condition is 100% eliminated.
the spool lift out or rotation of the pipe column due to locked rotor condition is 100% eliminated.
The hooks are mechanically engaged through the pitless upper barrel and they are tightened, transferring downward pressure through the lift pipe to the spool holding it securely in position. This eliminates water pressure inside the well that is created by confining the water below the spool from lifting the pump column out of the well.
For extra safety, the hold down pods, as you can see in the picture on the left, doubles as lifting pods for safer lifting of the unit during the installation process.
Well Cap
Our industrial pitless well caps are constructed using high quality materials including stainless steel hardware for nuts, bolts, locking pins at both the front and back of the cap, two accessory plugs and 60 mesh vent screen. They are also standard equipment. For a more in depth look at our industrial pitless well caps, check out 8 Features to Look for in Industrial Well Caps.
Our industrial pitless units are gaining popularity in all areas across Canada and the United States. We continue to strive to provide our customers with a top quality, reliable unit. We are always looking for ways to approve and accept all feedback to ensure we create the best unit possible for our customers.
Have further questions about this subject?

Head over to Boshart's Knowledge Base: technical product information, guidelines, and more.

SHARE